Related Topics:
Conveyor Process Belts Code-

Customization Process for Anti-tracking of Reconfigurable Optical Add-Drop Multiplexers for Campus Network Use
Network operators diversify service offerings and enhance network efficiency by leveraging bandwidth-variable transceivers and colorless flexible-grid reconfigurable optical add-drop multiplexers (RO.
-

Marking Process for Household Electrical Distribution Boxes
Circuit Finder Tool (or Voltage Tester): Quickly identifies which breaker controls which outlet or fixture. Sticky Labels or Pre-Printed Circuit Labels: Durable and legible labeling is key. Avoid masking tape, which can peel off or fade. formation and meet permanency of marking requirements. These markings can include electrical ratings, use instructions, warnings regar ing potential safety hazards, and cautionary markings. Even in newer homes, a lack of detail can cause confusion. For example, a. This unassuming panel, also known as a Fuse box, Distribution Board or switchboard, holds the power to regulate and distribute electricity throughout your home, ensuring that lights illuminate, appliances operate, and devices charge. Despite its seemingly mundane appearance, the consumer unit plays. Alterations to documentation and identification responsibilities have been announced as part of Amendment 2 of the 18th Edition. In fact, it is so important that an entire section of the Wiring Regulations is dedicated to it.
[PDF Version]
-

Fiber Optic Cable Splicing Heating Process Flow
Fusion splicing is the primary method used to create permanent fiber optic connections. Let's explore the key steps and techniques involved in fusion splicing through my experience in the field. Fiber optic strands are ultra-lightweight and about as thin as human hair, and yet, they have more than eight times the pulling tension of a copper wire. Multimode fiber is more often spliced by mechanical splices, as the higher loss is acceptable, reflectance is not a problem, and fusion. The first step is to install a splice protection sleeve on one of the fibers to be spliced Do this before stripping or cleaving! Remember to install the splice protection sleeve before stripping or cleaving! It is practically impossible to install after the fiber is stripped without damaging the. The fusion splicing process for fiber optics follows a similar procedure across all automatic splicing machines.
[PDF Version]
-

DPSK code optical transmitter
MIT Lincoln Laboratory developed the multi-rate DPSK format, which uses a single, easy-to-implement transmitter and receiver design to achieve free-space optical communications (FSOC) over a wide range of data rates with nearly ideal performance. The purpose of this lesson is to demonstrate how to design an 8 DPSK pulse generator using the OptiSystem component library. You should. An optical transmitter for RZ-DPSK coded optical signals (RZ-DPSK) has a single dual-drive Mach-Zehnder modulator (MZM), a data line for an electrical NRZ data signal (D) and a clock line for an electrical RZ clock signal (C). The two modulator branches (B1, B2) are driven by first and second. Differential phase-shift keying (DPSK) is a well-known coding method which is of current interest in the transmission of high bit rate signals through optical fibers. No reference signal is considered here. The signal phase follows the high or low state of the previous element.
[PDF Version]
-

What is the tax code for network cable trays
The subheading 732690 is designated for cable trays and similar products, reflecting their fabricated nature and functional purpose. What is the HSN. What is the HSN Code for Cable Tray? Cable trays are classified according to their material and design: Description: Structures of iron or steel, including cable trays and supports. Description: Aluminum structures and supports used for cable installations. 90 Iron or steel articles Other articles of iron or steel Other than forged or stamped, but not further worked and articles of iron or steel wire Plastic Bucket under HS Code 3924-24 shows growing demand in 12 emerging markets with favorable. What is the HSN code for cable tray steel? The HSN code for cable tray steel is 73089090. This includes cable trays made of. HSN Code is a hierarchical system of product Classification, you can explore the hierarchy below of HSN code 73089090, the most popular HSN codes used for Cable Trays.
[PDF Version]
-

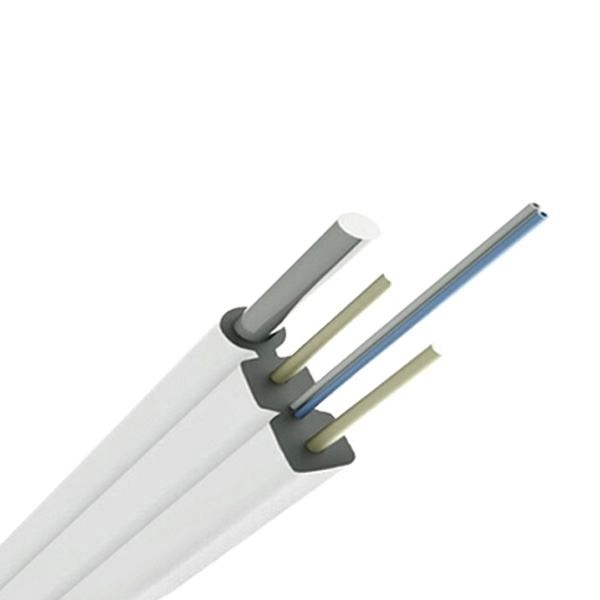
Optical cable outer sheath code 033
The outer jacket around the cable core shall be an PE with a minimum nominal jacket thickness of 1. The polyethylene shall provide ultraviolet light protection and shall not promote the growth of. The nominal outer diameter of the buffer tube shall be either 2. 4 Each fiber shall be distinguishable by means of color coding in accordance with TIA/EIA-598-B. This Specification covers the design requirements and performance standard for the supply of optical fibre cable in the industry. YOFC ensures a stable quality control system for our cable products through several programs including ISO 9001, ISO 14001 and OHS. Optical fibre cables supplied in. This best practices document is a step-by-step guide for end and midspan access of loose tube optical cable, including sheath removal, core preparation, and fiber preparation. These types are (Figure 1): Type A 1) The sheath is peeled or chipped. 2) No portion of the armor or cable core is exposed. Variants of designations are used by instutions like Deutche Telekom and German Railways.
[PDF Version]
-

Fiber Optic Collimator Endface Grinding Process
In order to control the 1~2-um protrusion height of mutilcore (MT) fiber endface in optic connectors, a micro grinding approach was developed using a 3D flock-structured film. The objective is to replace traditional lapping with loose-abrasive slurry. Fiber couplers are also used for fiber-to-fiber coupling: Light from the first fiber is collimated with a fiber collimator and then focused into the second fiber by another collimator. The document is intended to inform and educate about polishing processes and commercial automated polishing equipment with various fixturing in order. ptical fiber is a good vehicle O for high-speed data trans-mission as long as light trans-mission is efficient — even across connector assemblies. Increasingly, with the adop-tion of newer fiber configura-tions, as.
-

Custom Process for Energy-Saving Fiber Optic Patch Cords in Distribution Network Automation
As a critical component in high-speed networks, fiber optic patch cords require micron-level precision. This guide unveils the complete production workflow compliant with **IEC 61754** and **Telcordia GR-326-CORE** standards, featuring proprietary quality control. In the backbone of modern connectivity, fiber optic patch cords are unsung heroes, enabling lightning-fast data transmission in data centers, telecom networks, and industrial systems. Their performance directly impacts signal quality, insertion loss (IL), and return loss (RL). These lines automate critical processes such as fiber stripping, connector assembly, polishing, testing, and. By following the steps outlined above and partnering with a reputable manufacturer like Fibconet, businesses can ensure they receive custom-tailored patch cables that meet their specific requirements. Optical patch cable plays a crucial role in ensuring reliable and efficient data transmission in.
[PDF Version]
-

What are the process requirements for power pigtails
The installation process for pigtail wiring involves specific tools and a systematic approach to ensure safety and reliability. Wire Strippers: For removing insulation from wire ends. Pliers: To twist and secure wires. What Is A Pigtail In Electrical Wiring? A pigtail in electrical wiring is a short wire used to connect multiple wires to a single point or device. A. Whether you're a seasoned professional or just starting in the electrical field, understanding pigtails is essential for effective and safe wiring practices. This technique involves creating short wire segments that isolate the device, preventing common failure points that lead to electrical issues.
-

ISO Process for Optical Cable Factory
ISO/IEC 14763-3:2014 (E) specifies systems and methods for the inspection and testing of installed optical fibre cabling designed in accordance with premises cabling standards including ISO/IEC 11801, ISO/IEC 24764, ISO/IEC 24702 and ISO/IEC 15018. The test methods refer to existing standards-based. Electric cable and wiremanufacturing requires tight control over metal processing, insulation, and testing to supply power, telecom, automotive, and industrial sectors. FSince 2008, we've delivered certified OEM/ODM services with reliable quality and professional support. Tailor every aspect of your fiber optic solutions — from cable type, connector style, and jacket material to branding, labeling, and packaging. Explore the latest trends, technologies, and. “Two-Cord” Reference method / Setup 2 from ISO 61280-4-1 (ATM).
-
Specifications and dimensions of conveyor power distribution box
With flexible specifications such as width from 300-1200mm, speed up to 60m/min and load up to 100kg/m, this system helps increase productivity, save costs and optimize factory space. The following article will help you understand the basic specifications when choosing the right. Wiring diagram shows both PNP and NPN wiring. Actual units use PNP status indicator, NPN status indicator, or neither. Dimensions are shown in mm (in. These Distribution Cabinets are to be outdoor type nd to be fabricated out of 2 mm GI sheet steel. The body of the boxes shall have sufficient re- enforcement with suitable size of channels keeping a provision for fixin andle conforming to general. For more than 50 years, HENSEL has been building high-quality low-voltage switchgear assemblies for industrial, commercial and other functional buildings as well as photovoltaic systems. _7 POWER DISTRIBUTION BOARDS UP TO 1600 A – DEVELOPMENT AND ENGINEERING Technology In order to ensure a reliable. required.
[PDF Version]